-

ファイヤーティー
ティーは、ティーまたはティーパイプ継手、ティージョイントなどとも呼ばれます。主に流体の方向を変更するために使用され、メインパイプで使用されるブランチパイプに使用されます。直径によって分類できます。通常は炭素鋼で作られています、鋳鋼、合金鋼、ステンレス鋼、銅、アルミニウム合金、プラスチック、アルゴン金型、PVCおよびその他の材料。
Send Email 詳細
ティーは、パイプ継手とパイプ接続です。メインパイプで分岐パイプに使用される、パイプ継手ティーまたはTパイプ継手とも呼ばれる、ステンレス鋼の等径Tティーコネクタ。
3つの方法は、3つの開口部、つまりインポート、2つのエクスポート、または2つの入口と1つの出口があり、TとYの形状、等しい直径のパイプ口、および縮小パイプ口を備えた一種の化学パイプ継手です。 3本の同じまたは異なるパイプの収束。ティーの主な機能は、流体の方向を変更することです。
パイプ径
1のサイズに合わせます。同径ティーのノズルエンドは同じサイズです。
2.径違いティーのパイプパイプサイズは同じですが、分岐パイプのパイプパイプサイズはパイプのパイプサイズよりも小さくなっています。
プロセス
1.油圧バルジ
三方の油圧膨らみは、金属材料の軸方向によって膨らんだ枝管を補正する成形技術です。プロセスは、2つの水平方向を介して、チューブビレットの直径と等しい注入液内に3つのリンクを備えた特殊な油圧プレスを使用することですチューブのビレットの動きの油圧シリンダーの同期側、小容量を圧搾した後のビレット、チューブのビレット内のチューブのビレットと圧力の小さい液体、圧力ティー分岐パイプが液体の液体の金属材料に膨らんだとき金型キャビティと分岐パイプに沿った流動の二重の役割の下でのシリンダーとパイプの圧力
三方油圧バルジプロセスを一度に形成でき、高い生産効率。メインパイプとショルダー壁の厚さが増加しました。
シームレスT型バルジプロセスに必要な設備のトン数が多いため、中国のDN400未満の標準的な壁厚のT型の製造に主に使用されます。適切な成形材料は、低炭素鋼、低合金鋼、ステンレス鋼で、銅、アルミニウム、チタンなどの一部の非鉄材料を含む、硬化傾向が低い。
2.ホットプレス
ティーのホットプレスは、ティーの直径よりも大きいパイプビレットをティーの直径のサイズに平らにしてから、冷間伸線ティーの伸線ブランチパイプに穴を開けます。チューブビレットを加熱し、成形ダイに入れ、管ビレットに引抜きダイが装填されます。圧力の作用により、管ビレットは半径方向に圧縮されます。放射状圧縮のプロセスでは、金属は分岐パイプの方向に向かって流れ、ダイの絞り加工の下で分岐パイプを形成します。プロセス全体は、チューブビレットの放射状圧縮と分岐チューブの絞り加工によって形成されます。油圧バルジティーとは異なり、ホットプレスされたティーブランチパイプの金属は、パイプビレットの放射状の動きによって補償されるため、ラジアル補償プロセスとも呼ばれます。
加熱プレスティーの使用により、材料成形装置のトン数が減少します。ホットプレスティーは、低炭素鋼、合金鋼、ステンレス鋼材料に適した材料に広く適応します。特に、ティー、通常この成形プロセスを使用しました。
材質別
炭素鋼、鋳鋼、合金鋼、ステンレス鋼、銅、アルミ合金、プラスチック、アルゴン金型、PVCなど。
製造方法別
トップ、プレス、鍛造、鋳造など
製造基準別
GB / t12459-2005 、GB / t13401-2005、私のように B16.9、SH3408、sh3409-96、sh3410-96、HG / T21635、DL / T 695、SY / T 0510、DIN 2615。
-
石火管
パイプ継手の4ウェイ、パイプコネクタ。メインパイプで分岐パイプに使用される、パイプ継手4または4ウェイパイプ継手、4ウェイジョイントとも呼ばれます。
Send Email 詳細
4つのパスは、等しい直径と縮径に分けられます。4つのパスのパイプ端は同じサイズです.4ウェイパイプのパイプサイズは同じですが、ブランチパイプのパイプサイズはパイプのパイプサイズよりも小さくなっています。パイプ分岐用のパイプ継手。
折りたたみ油圧バルジ
4方向油圧バルジは、金属材料の軸方向の補償によって分岐パイプを拡張する成形プロセスです。プロセスは、特別な油圧プレスを使用し、2つの水平側を通して、射出液体内のチューブビレットのクロス直径と等しくなります。四方パイプが圧力に膨らんだとき、金属材料、チューブビレットの動きの油圧シリンダーの同期、小容積を圧搾した後のビレット、チューブビレット内のチューブビレットと液体の小さなボリュームの圧力の増加金型キャビティと分岐パイプに沿った流れの二重の役割の下でのシリンダー内の液体とパイプ圧力.4方向の油圧バルジプロセスを一度に形成でき、高い生産効率;壁の厚さが増加した本体と肩の。シームレスな4方向油圧バルジプロセスに必要な装置のトン数が多いため、主に中国でDN400未満の標準的な壁厚の4方向製造に使用されます。適切な成形材料は、低炭素鋼、低合金鋼、ステンレスです。銅、アルミニウム、チタンなどの一部の非鉄材料を含む、硬化傾向が比較的低い鋼。
折りたたみとホットプレス
四方ホットプレスとは、四方径よりも大きい管ビレットを四方径の大きさに扁平にし、延伸枝管の部分に穴をあけることです。管ビレットを加熱して入れますフォーミングダイに入れられ、チューブビレットには引き抜きダイが装填されます。圧力の作用により、チューブビレットは半径方向に圧縮されます。径方向圧縮の過程で、金属は分岐管の方向に向かって流れ、ダイスの絞り加工の下で分岐管を形成します。プロセス全体は、チューブビレットの径方向圧縮と分岐管の絞り加工によって形成されます。油圧バルジ4ウェイとは異なり、ホットプレスされた4ウェイブランチパイプの金属は、チューブビレットの放射状の動きによって補償されるため、ラジアル補償プロセスとも呼ばれます。
四方プレス後の加熱の使用により、材料成形装置のトン数が削減されます。ホットプレスされた4パスは、低炭素鋼、合金鋼、ステンレス鋼材料に適した、幅広い材料への適応性を備えています。 、大径、4方向の肉厚、通常この成形プロセスを使用します。
1.炭素鋼、鋳鋼、合金鋼、ステンレス鋼、銅、アルミニウム合金、プラスチック、アルゴン金型、PVCなど
2.製造方法によると、上部、プレス、鍛造、鋳造などに分けることができます。
3.標準分類を作成するには、次のように特定して、国家標準、電気標準、水標準、アメリカ標準、ドイツ標準、日本標準、標準などに分けます。GB/ T12459、GB / T13401、私のように B16 .9、SH3408、SH3409、HG / T21635、DL / T 695、SY / T 0510、DIN 2615 -
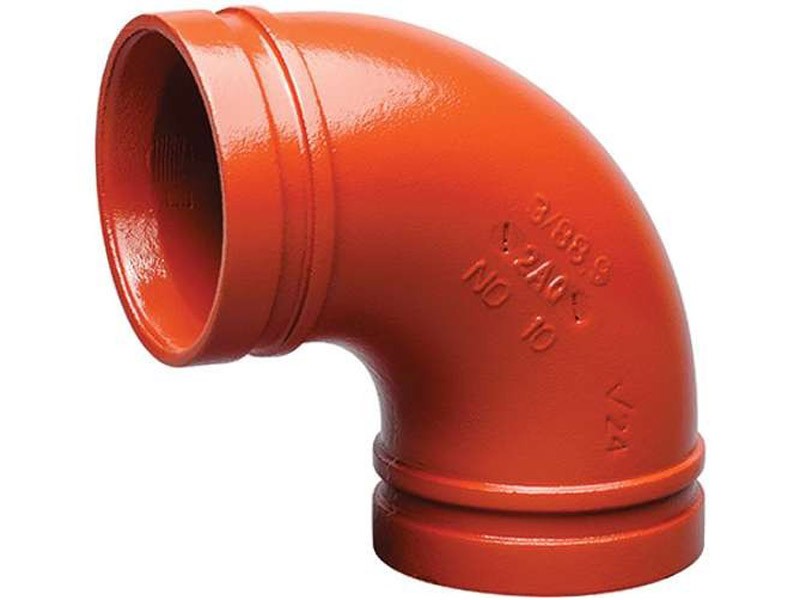
消防管継手用エルボ
エルボは、ラインの方向を変更するパイプ継手です。角度によると、45°と90°180°の3つが最も一般的に使用されています。また、エンジニアリングの必要性により、60°とその他の異常な角度の曲げを含める必要があります。エルボ材料は、鋳鉄、ステンレス鋼、合金鋼、可鍛鉄、炭素鋼、非鉄金属、プラスチックです。パイプとの接続方法は、直接溶接(最も一般的な方法)フランジ接続、熱間溶接接続、電気溶接接続、ねじ込み接続とソケット接続。製造プロセスによると、溶接エルボー、スタンピングエルボー、プッシュベンディング、キャスティングエルボー、バット溶接エルボーに分けられます。その他の名前:90度曲げ、直角曲げ、ラブベンドなど。配管設備で一般的に使用される一種の管継手。ベンドでパイプを接続し、パイプの方向を変更するために使用されます。
Send Email 詳細
その他の名前:90°ベンド、直角ベンド、ラブベンド、スタンピングベンド、プレスベンド、メカニズムベンド、溶接ベンドなど。
目的:同じまたは異なる公称サイズの2つのパイプを接続して、パイプを90°、45度に回転させる°、180°、およびさまざまな程度。
パイプの直径の1.5倍以下の曲げ半径はエルボに属し、パイプの直径の1.5倍より大きい曲げ半径はエルボに属します。
パイプラインの取り付けで一般的に使用されるパイプ継手を使用して、同じまたは異なる公称サイズの2つのパイプを接続して、パイプを特定の角度で回転させ、公称圧力は1〜1.6 MPaです。
1.ほとんどの管継手は溶接に使用されるため、溶接品質を向上させるために、端部は特定の角度と特定のエッジを持つ溝になっています。この要件も厳格です。表面品質と機械的特性は基本的にパイプと同じです。溶接の便宜上、パイプ継手は接続されるパイプと同じ種類の鋼製です。
2、すべての管継手は、表面処理、ピーニング処理スプレーによる酸化鉄の表面の内側と外側を通過する必要があり、防錆塗料でコーティングされている必要があります。これは、輸出の必要性のためです。国内では腐食や酸化を防ぐために輸送を容易にすることも、私たちはこの作業を行う必要があります。
3、それは輸出のような小さい管付属品のためのパッキングの要件にあります、あなたは木のケース、約1立方メートルを作る必要があります、この種類の箱の肘の数は約1トン、標準以下ですスーツ、つまり大きなセットを小さくできますが、総重量は通常1トン以下です。大きなピースの場合は、24のような単一のパッケージが必要です。「単一のパッケージが必要です。さらに、梱包マークです。マークは、寸法、鋼番、バッチ番号、待機する製造業者の商標を示します。
素材
ごとに折りたたむ炭素鋼:ASTM / 私のように A234 WPB、WPC
合金:ASTM / 私のように A234 WP 1-wp 12-wp 11-wp 22-wp 5-wp 91-wp911、15Mo3 15CrMoV、35CrMoV
ステンレス鋼:ASTM / 私のように A403 WP 304-304l-304h-304ln -304N
ASTM / 私のように A403 WP 316-316 l-316-h-316 ln-316-n-316 ti
ASTM / 私のように A403 WP 321-321h ASTM / 私のように A403 WP 347-347h
低温鋼:ASTM / 私のように A402 wpl3-wpl 6
高性能鋼:ASTM / 私のように A860 WPHY 42-46-52-60-65-70
鋳鋼、合金鋼、ステンレス鋼、銅、アルミニウム合金、プラスチック、アルゴン金型、塩ビ、PPR、RFPPなど
。1。製造方法に応じて、押し、押し、鍛造、鋳造などに分けることができます
。製造規格により、国家規格、電気規格、船舶規格、化学規格、水質規格、アメリカ規格、ドイツ規格、日本規格、ロシア規格に分けることができます。
3.曲率半径に応じて、長半径エルボと短半径エルボに分けることができます。長半径エルボは、曲率半径が1.5倍に等しいパイプの外径を指します。つまり、R = 1.5Dです。 ;短い半径のエルボとは、曲率半径がパイプの外径と等しいこと、つまりR = 1.0dです(Dはエルボの直径、Rは曲率半径です)。
4.圧力レベルに応じて、Sch5s、Sch10s、Sch10、Sch20、Sch30、Sch40s、STD、Sch40、Sch60、Sch80s、XS.Sch80、SCH100など、アメリカのパイプ規格と同じ約17種類があります。 、Sch120、Sch140、Sch160、XXS;最も一般的に使用される2つはSTDとXSです。
5.目的のさまざまな形状に応じて、溝の曲げ、スリーブの曲げ、ダブルベアリングの曲げ、フランジの曲げ、レデューシングベンド、スタンドのベンド、内外のベンド、スタンピングベンド、プッシュベンド、ソケットベンド、バットに分類できます。溶接曲げ、内部ワイヤー曲げなど。折り曲げ
ルーチンの分類
フレキシブルエルボークリップスリーブエルボーエッジ付きクイック取り付けエルボーシートエルボーフランジエルボー180°ダブルベアリングエルボーシングルベアリングエルボー
ソケットエルボーレデューシングエルボーシームレスエルボーバットエルボー90°エルボ45°エルボコンビT型めねじエルボスタンピングエルボ、プッシュエルボ、高圧エルボ耐摩耗エルボ、メカニカルエルボフランジエルボ溝エルボエルボねじエルボ特殊エルボ防水エルボ -
消火パイプ
レデューシングパイプは、パイプのテーパ付けに使用される一種のパイプ継手です。通常、成形プロセスは、縮径プレス、拡径プレス、または縮径プレスと拡張径プレスです。
Send Email 詳細
鋼管を原料として還元管を製造するほか、一部の仕様の還元管は鋼板スタンピング成形プロセスを使用して製造することもできます。絞り加工に使用する打ち抜き金型の形状は、絞り管の表面サイズに合わせて設計されており、打ち抜き後の鋼板を打ち抜き金型でプレス・伸ばして成形します。
パイプ接続の閉ループ。主に、石油およびガス田の石油およびガスの収集および輸送ネットワーク、都市の給水およびガス分配ネットワークなどに使用されます。パイプラインの信頼性は、分岐パイプネットワークよりも高いです。 、および障害のために将来の伝送が中断されることはありませんが、パイプラインの全長が増加しています。パイプネットワークの各ノードで、流出量は流出量と同じです。パイプ(サイズヘッド)の削減は通常の成形プロセスは、縮径プレス、拡径プレス、または縮径に加えて拡径プレスです。
1.縮小/拡大直径成形
縮径パイプの縮径成形プロセスは、縮径パイプの大端と同じ直径のパイプブランクを成形ダイに入れ、パイプブランクの軸方向に沿って押して、金型キャビティに沿って金属を移動させ、シュリンク成形。レデューシングパイプのサイズに応じて、1つのプレス成形または複数のプレス成形に分けることができます。次の図は、同心レジューサの図面図です。
拡径成形とは、縮径管の大端径よりも径が小さい管ビレットであり、管ビレットは、内径に沿って管ビレットの内径に沿って拡径することで形成されます。大径の縮径管を縮径成形するのは容易ではないという問題。
異径化・異径化の工程では、コールドプレスまたはホットプレスを採用し、常温ではなるべくコールドプレッシャーを使用するが、何度も径を変えて原因とする深刻な加工硬化、肉厚または合金鋼の材料は、高温で使用する必要があります。
1.スタンピング
鋼管を原料として還元管を製造することに加えて、一部の仕様では、還元管の仕様は、プレス成形プロセスを使用して鋼板で製造することもできます。絞りダイの形状は、還元管。
折りたたみ構造の特徴
還元管は炭素鋼と合金鋼で作られています。ステンレス鋼は、大径に小径を掛けたものに厚みを掛けたもので表されます。
配管規格の削減:国家規格、米国規格、英国規格、およびさまざまな非標準高圧スタンピング。
縮径パイプの縮径成形プロセスは、縮径パイプの大端に等しい直径のチューブブランクを成形ダイに入れ、パイプブランクの軸方向に沿って押して、金属を金型キャビティと契約成形。レデューシングパイプのサイズに応じて、1回のプレス成形または複数回のプレス成形に分けることができます。
レデューシングパイプの特徴は、同量の炭素鋼よりも強度が大幅に高いことです。
アプリケーションを折りたたむ
1.パイプライン内の流体の流量が増減するなど変化し、流量要件がほとんど変化しない場合は、減速機を使用する必要があります。
2.ポンプの入口には、キャビテーションを防止するための減圧パイプが必要です。
3、計器、流量計などの計器、調整弁継手、計器継手と連携するために、還元管を使用する必要もあります。